English
English
فرآیند اکستروژن آلومینیوم از خاصیت شکل پذیری آلومینیوم بهره میبرد. این ویژگی منحصر به فرد، اطمینان میدهد که پروفیل های آلومینیومی به خوبی خم شوند. اما این ویژگی در مورد همه پروفیل ها صدق نمیکند. هنگام طراحی پروفیل های آلومینیومی خمیده چه مواردی را باید بدانید؟
 واژه extrusion به یکی از روشهای حجمی، برای تغییر شکل مواد به منظور کاهش ضخامت یا سطح مقطع آنها گفته میشود که در نتیجه آن، قطعاتی با سطح مقطع صاف و عمودی تولید میشوند.
واژه extrusion به یکی از روشهای حجمی، برای تغییر شکل مواد به منظور کاهش ضخامت یا سطح مقطع آنها گفته میشود که در نتیجه آن، قطعاتی با سطح مقطع صاف و عمودی تولید میشوند.
از پروفیل های آلومینیومی خمیده در معماری، ساختمان سازی، خودورسازی و حمل و نقل، ساخت ماشین آلات و نیز در محصولات دیگری مانند کالسکه کودک، نورپردازی و کاروانها و انبوهی از کاربردهای متنوع استفاده میشود. تنها با امکان ادغام چنین پروفیلهایی در یک سازه میتوان آزادی طراحی بیشتری را به طراح داد.
با این وجود، قبل از طراحی پروفیل های آلومینیومی خمیده، مواردی وجود دارد که باید در نظر بگیرید.
ملاحظات مربوط به آلیاژ و شرایط مؤثر در خمیدهسازی
بیایید کار را با نگاهی به آلیاژهای آلومینیوم سری xxx6 آغاز کنیم.
آلیاژهای این سری به دلیل نسبت خوب بین استحکام و قابلیت تغییر شکل، اغلب برای پروفیلهای آلومینیومی خمیده انتخاب می شوند. با این حال، باید بدانید که شکل دادن به آلیاژهایی مانند EN AW-6082 که استحکام بالاتری دارند، دشوارتر خواهد بود.
عملیات حرارتی نیز خم شدن پروفیلها را دشوارتر میکند. در نتیجه، به طور کلی بهتر است در شرایط T4 خم کنید و سپس به T6 حرکت کنید.
آثار ویژگیهای اضافی بر طراحی خمیدگی و اکستروژن
همچنین میتوانید ویژگیهایی مانند اتصالات کلیک (Click Connection)، کانالهای پیچ (Screw Channels) و بالههای خنککننده (Cooling Fins) یا به عبارت دیگر مواردی که می توانند تولید و مونتاژ محصول را به میزان قابل توجهی ساده کنند به پروفیل های آلومینیومی استخراج شده اضافه کنید.
با اضافه کردن چنین ویژگیهایی، شما به عنوان طراح باید در نظر بگیرید که این ویژگیها چگونه بر خم شدن تأثیر میگذارند.
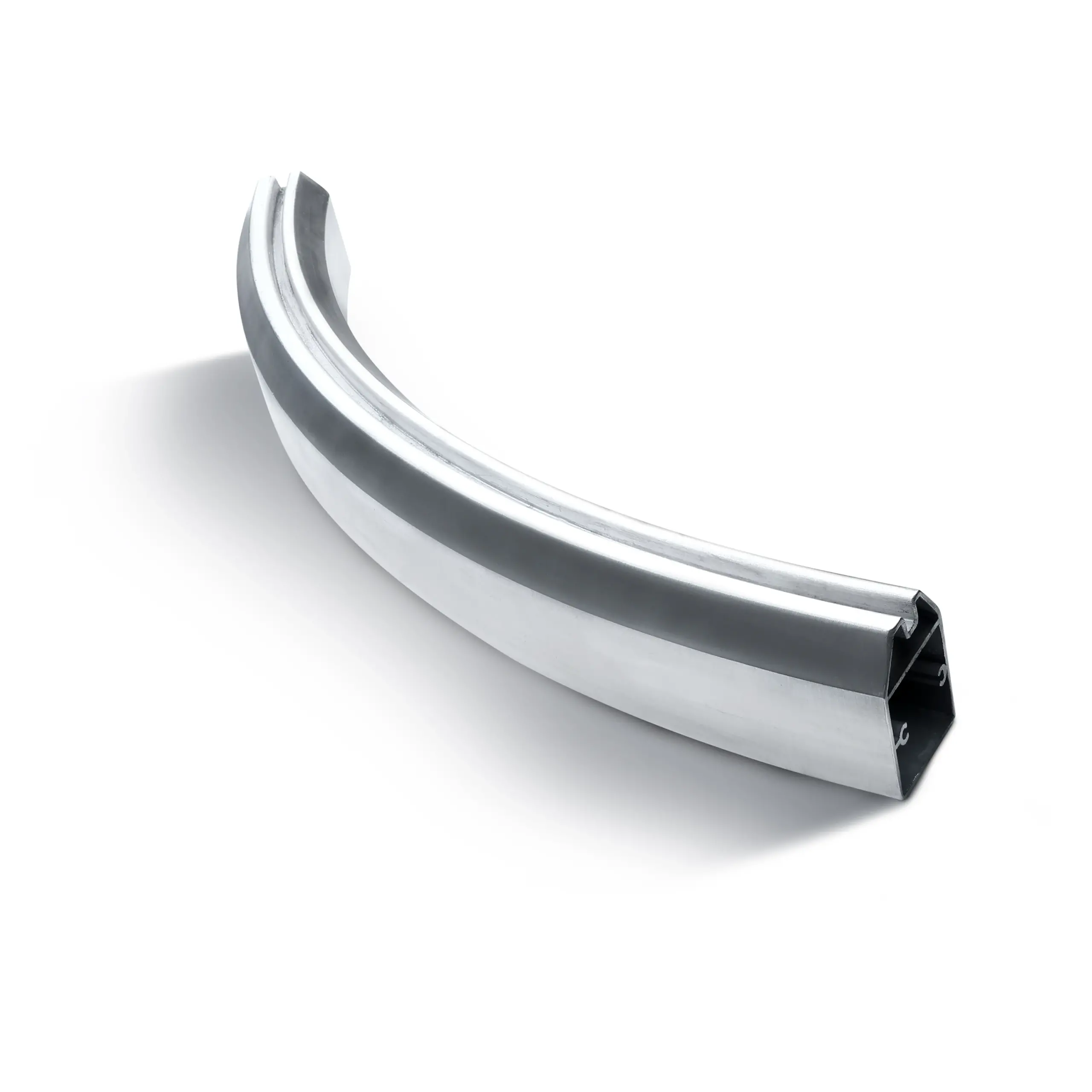
به عنوان مثال، از آنجا که ضخامت قسمت های مختلف در اکستروژن بر قابلیت خم شدن مقطع تأثیر میگذارد، ضخامت دیواره یکنواخت برای استخراج و خم شدن مزایایی را به همراه دارد. همین مورد در مورد تقارن نیز صدق می کند: هنگام ایجاد پروفیل، باید تا حد امکان سعی کنید تقارن در پروفیل را در نظر بگیرید.
اکستروژن با ضخامت دیواره 2 تا 15 میلیمتر، قابل خم شدن بوده و دارای شعاع خمشی کوچک 300 میلیمتر میباشد. تولید چنین مواردی امکان پذیر است؛ اما ویژگیهای خمش برای هر پروفیل متفاوت است و باید به صورت جداگانه بررسی شود.
آنادایزینگ کردن (Anodizing) و پوشش (رنگآمیزی) پودری تنها بعد از خمش
پروفیل های آلومینیومی خمیده میتوانند عملکرد زیبایی شناختی نیز داشته باشند. درجه پرداخت و عملیاتهای سطحی میتواند بر انتخاب فرآیند و استفاده از ابزارهای خاص تأثیر بگذارد.
توصیه می شود که پروفیلها را فقط بعد از خم شدن، آنودیزه یا رنگ آمیزی پودری کنید، زیرا ممکن است در هنگام خم شدن، ترک های نازک مویی در لایه آنودیزه یا رنگ آمیزی پودری شده ایجاد شود.
تفاوت بین رایجترین روشهای خمیده سازی
- خمیدگی با استفاده از غلتک: این روش، در بسیاری از موارد انعطاف پذیرترین و مقرون به صرفهترین روش است. پروفیل در امتداد سه غلتک تنظیمشده قرار میگیرد و سپس به صورت گام به گام و با کنترل دقیق به شعاع خمشی مورد نظر خم می شود. خم شدن با استفاده از غلتک برای پروفیلهایی با سطح مقطع پیچیده و شعاعهای مختلف مناسب است. غلتکها برای نوع خاصی از پروفیل ساخته شدهاند؛ به طوری که به طور کامل پروفیل را هدایت و پشتیبانی می کنند.
- خمیدگی کششی: در این فرآیند، پروفیل در دو انتها به طور محکم بسته میشود. دستگاه، پروفیل را تحت کشش قرار میدهد و سپس آن را دور یک قالب خمشی میکشد. به دلیل کشش ثابت، اعوجاج سطح مقطع به حداقل میرسد. این روش برای پروفیلهایی با ملزومات بالای کیفیت سطح مناسب است. هزینه قالب خمشی برای این فرآیند نسبتاً بالا است که این فرآیند را برای تعداد تولید بالاتر مدنظر قرار میدهد.
- خمیدگی با استفاده از سنبه: هنگام خم کردن یک پروفیل با دیواره نسبتا نازک در شعاع بسیار کوچک، خطر ترک و تورم افزایش مییابد. برای جلوگیری از این امر می توان پروفیل را با استفاده از روش خمیدگی با استفاده از سنبه خم نمود. این روش، دقیق و سریع بوده و کیفیت ثابتی را ارائه می دهد و برای تولید متوسط و بزرگ مناسب است.
رایجترین فرآیندهای خمیده سازی آلومینیوم، خمیدگی با استفاده از غلتک (roll bending)، خمیدگی کششی (stretch bending) و خمیدگی با استفاده سنبه (mandrel bending) میباشد. فرآیندی که انتخاب میکنید باید به نوع پروفیل طراحی شما و همچنین کاربرد و تعداد تولید شده از آن بستگی داشته باشد.
 به اطلاعات تخصصی بیشتری نیاز دارید؟
به اطلاعات تخصصی بیشتری نیاز دارید؟
با ما تماس بگیرید تا دربارهی راهکارهای خلاقانه در صنعت آلومینیوم اطلاعات بیشتری کسب کنید.